製造工程【バーチャル工場見学】
水道管等に使用されるダクタイル鉄管がどのようにつくられているか、各工程を映像でご紹介いたします。迫力ある映像をお楽しみください。


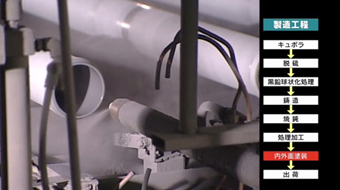
キュポラ
ダクタイル鋳鉄を製造するための円筒形の溶解炉です。
溶解炉の中に燃料のコークスと材料のスクラップを投入します。キュポラ最下部にあるコークスに600度強の熱風を送風してコークスを燃焼させ、その燃焼熱でスクラップ(鉄屑)を溶解します。高温で溶けたスクラップを『溶湯』と呼びます。


小管鋳造
高速回転させた水冷金型に溶湯を流し込み、遠心力で金枠の内面に溶湯を張り付かせる事で、緻密な組織のダクタイル鉄管を鋳造します。
鋳造後短時間で固まり型から取り出せるため、少品種大量生産に適した鋳造法です。
※現在、小管鋳造は京葉工場に移管しております。

中管鋳造
高速回転させた水冷金型に溶湯を流し込み、遠心力で金枠の内面に溶湯を張り付かせる事で、緻密な組織のダクタイル鉄管を鋳造します。
鋳造後短時間で固まり型から取り出せるため、少品種大量生産に適した鋳造法です。

大・特大管鋳造
『ウェットスプレーコーティング遠心力鋳造』特殊鋼製の金枠内面に、珪藻土の水溶液を薄く均一に吹き付けます。この金枠に溶湯を流し込み、遠心力で金枠の内面に溶湯を張り付かせる事で、
緻密な組織のダクタイル鉄管を鋳造します。
この鋳造方法は空冷タイプの為、金枠を取り替えるだけで様々な管種口径の鉄管が鋳造できるので、多品種少量生産の向いた鋳造方法です。

大管引き抜き
流し込んだ溶湯が冷えて固まると、金枠から引き抜きます。
管の外面が白くなっているのはウェットスプレーコーティングのよるもので、ショットブラスト※をする事でコーティングがきれいに落ち、ダクタイル鉄管の地肌になります。大管と特大管は横転炉で焼鈍せず、口径に合った設備で焼鈍します。
※細かい砂や鋼製の小球(ショット)などを金属の表面に吹きつけたり打ち当てたりして、表面を仕上げる加工法

小管焼鈍(横転炉)
鉄管の口径に合わせたスピードでチェーンコンベアを動かし、炉内で管を回転させながら焼鈍します。
焼鈍をする事で強靭で粘り強く、加工性に優れたダクタイル鋳鉄管の組織にします。

中管焼鈍(横転炉)
鉄管の口径に合わせたスピードでチェーンコンベアを動かし、炉内で管を回転させながら焼鈍します。
焼鈍をする事で強靭で粘り強く、加工性に優れたダクタイル鋳鉄管の組織にします。


内面塗装(エポキシ樹脂粉体塗装)
管を加熱した後、回転させながら管内面にエポキシ樹脂粉体塗料を吹き付け、管の熱で塗料を溶かし、塗膜を形成する焼き付け塗装を施します。エポキシ樹脂粉体塗装は、耐水性・耐塩水性に優れた塗装です。

外面塗装(GENEX)
GENEXは、他の製品と異なる塗装を施しています。亜鉛合金溶射した後、合金溶射の隙間を埋める封孔処理を施しております。
この塗装技術の進歩により、GENEXは鉄部で30年塗装で70年以上、合計100年の長寿命が期待できます。
