MBR下水処理システムの省エネルギー化技術を共同開発 電力使用量50%削減に向けてスクラム
2015年7月09日
株式会社クボタ(本社:大阪市浪速区、代表取締役社長:木股昌俊、以下、クボタ)と株式会社東芝(本社:東京都港区、代表執行役社長:田中久雄、以下、東芝)は、MBR*1下水処理システムの省エネルギー化技術を共同開発することに合意しました。
- *1.MBR(Membrane Bio-reactor)/膜分離活性汚泥法:微生物による生物処理と膜による固液分離処理を組み合わせた水処理方法。
記
1.背景
- MBR下水処理システムは、従来の処理施設に比べ省スペース化が可能で、安全性の高い処理水質を確保することができます。このため、老朽化した下水処理場の改築更新や高度処理化、処理水の再利用化や下水道未普及地域の解消など、国内下水道事業が抱える課題の解決に貢献できる技術であり、水ビジネスの国際展開においても注目されています。
- MBR下水処理システムはこれまで、国内下水市場では主に小規模な新設処理場において導入されてきました。今後、中大規模処理場への普及拡大を図るためには、電力使用量の削減が大きな課題となっています。
2.開発の狙い
- クボタが持つ膜ユニットを中心とするハード技術と、東芝が持つプロセス制御を中心とするソフト技術を組み合わせ、電力使用量0.22kWh/m3*2を目指します。
- この共同開発によって、閉鎖性水域の富栄養化防止や環境基準達成のため、高度処理の導入が検討される下水処理施設を対象にMBR下水処理システムの普及拡大を図ります。
- *2.国土交通省の日本版次世代MBR技術展開プロジェクトにおける電力使用量の通年平均値は0.47kWh/m3(処理能力:5000m3/d、流入率:80~100%)。
- 日本下水道事業団が行う第4次共同開発研究における開発目標値は0.4kWh/m3以下。
3.省エネルギー化技術の概要
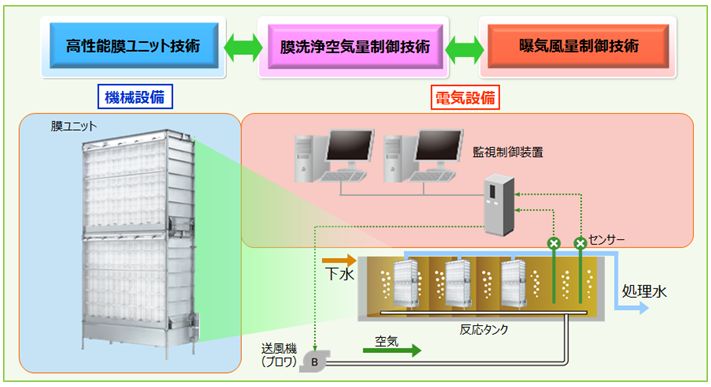
- MBR下水処理システムでは、膜分離装置や反応タンクに空気を供給する送風機の電力使用量が水処理施設全体の9割以上を占めています。今回の共同開発では個々の下水処理場で異なる運転状況に応じて供給空気量を最適化する制御技術を確立し、これを高性能膜分離装置と組み合わせることで、従来のクボタMBR下水処理システムに比べ、電力使用量を50%削減することを見込んでいます。
- 尚、本共同開発の概要については7月28日から、東京ビッグサイト(東京国際展示場)で開催される「下水道展'15東京」において、両社のブースで展示します。
-
<ご参考:MBR下水処理システム図>
4.今後の展開
- クボタと東芝は、今回の共同開発を通じてこれまで培ってきた両社の技術を融合し、今後も下水道事業における最適なソリューションを展開して参ります。
- リリースに関するお問い合わせ先
-
株式会社クボタ コーポレート・コミュ二ケーション部
[広報室] TEL.06-6648-2389 [東京広報室] TEL.03-3245-3052 -
株式会社東芝 コーポレートコミュニケーション部
[広報・IR室] TEL.03-3457-2100
- 製品に関するお問い合わせ先
-
- 株式会社クボタ 水処理システム営業部 TEL.03-3245-3337
- 株式会社東芝 水ソリューション事業開発部 TEL.044-331-0807
以上
ニュースリリースに記載されている情報は発表時のものであり、最新の情報と異なる場合がありますのでご了承下さい。